추상
실용 신안은 광산 장비에 관한 것이며 특히 벨트 피더 용 롤링 자동 이동 기계 테일 장치와 관련됩니다. 벨트 피더용 롤링 자동 이동 기계 테일 장치는 자체 이동 벨트 피더 테일과 유압 실린더로 구성됩니다. 실용 신안은 자체 이동 벨트 피더 테일의 양측에 지지 오일 실린더가 영구적으로 제공되며 한쪽 끝은 자체 이동 벨트 피더 테일에 고정되고 다른 쪽 끝은 보행 바퀴 캐리어와 연결되는 것을 특징으로합니다 바닥판에 배치된 플로어 레일에 이동 가능하게 배치되어 있으며; 견인 오일 실린더는 바닥 레일과 자체 이동 벨트 피더 테일 사이에 영구적으로 배열됩니다. 벨트 피더용 롤링 자동 이동 기계 테일 장치는 이동 시 역 로더의 활공에 대한 반력에 의해 발생하는 부작용을 극복합니다. 원래의 슬라이딩 이동은 롤링 이동으로 변경되어 석탄 채굴 기계의 작업 효율성을 향상시킵니다.
상품 설명
컨베이어 롤링 자체 이동식 풋 엔드 장치
기술 분야
실용신안은 일종의 승리 장비에 관한 것이며, 특히 자체 이동식 발 끝 장치를 굴리는 일종의 컨베이어에 관한 것입니다.
배경기술
현재 국내 교차 장비는 주로 포함된 세 가지 형태를 이동합니다. 첫 번째 형태는 오일 실린더 당김 스테이지 로더가 일반 스트랩 테일을 따라 이동하며 일반적으로 13미터 스트로크 후에 벨트 중간 프레임을 찢어서 열고 수동으로 끌어당기는 것입니다. 그리고 벨트 기계 끝을 이동하는 것은 국내에서 사용되는 가장 일반적인 이동 모드이지만 노동 강도가 크고 기계화 정도가 낮습니다. 두 번째 형태는 오일 실린더 당김 스테이지 로더가 움직이는 벨트 기계 끝을 따라 확실히 이동하고 상승한 후 컨베이어는 전체 스트로크로 이동했으며 스트로크는 일반적으로 2.7-3 라이스였으며 벨트 기계 끝은 다시 이동했습니다. 이러한 형태의 기계화, 자동 높이는 최근 몇 년 동안 매우 효율적이고 생산적인 광산 승인에 의해 점진적으로 수용되어 유리한 경제적 이점을 제공합니다. 세 번째 형태 스텝식은 스테이지 로더에서 이동 벨트 기계 끝단을 따라 이동하는 방식으로, 1994년 Lu'an 광산국 도입 NEI 회사의 제품은 전통적인 앵커링을 완전히 버리고 이동 모드를 그려서 이 형식을 정확하게 채택했으며, 상판과 베이스판을 교차시키는 작업이 덜 까다로우므로 약한 심의 활용에 매우 적합하며 현재 국내 기계화 수준의 최고 교차 이동 모드입니다.
무브 스테이지 로더와 무브 벨트 머신 엔드로부터의 스텝형은 확실히 서로 지지하며, 벨트의 모빌을 움직이면서 컨베이어와 베이스 플레이트의 마찰력이 상승하여 벨트 머신 엔드의 마찰력보다 더 큰 모션을 생성하고 베이스 플레이트가 신속하게 생성됩니다. 기계 끝과 동시에 벨트 기계 끝과 베이스 플레이트에서 발생하는 마찰력은 상승하는 컨베이어에 반응하며 이는 경사 각도를 채택하기 위해 25° 교차점이 위쪽을 향하는 교차 운반 장치에 전혀 불리합니다.
발명의 요약
실용 신안은 움직이는 벨트 기계 끝에서 즉시 이동 가능한 일종의 컨베이어 롤링 자체 이동식 발 끝 장치를 제공하고 동일한 것이 승강 컨베이어의 더 멀리 이동하여 벨트 기계 끝을 극복하고 움직일 때 반력이 활공하여 상승하는 역효과를 발생시킵니다. 컨베이어, 원본 슬립이 이동하여 굴러 움직이게 되어 석탄 절단 기계의 작동 효율이 크게 향상되었습니다.
실용 신안의 기술 솔루션은 자체 이동식 발 끝 장치를 굴리는 컨베이어의 일종으로 움직이는 벨트 기계 끝, 유압 실린더로 구성되며 움직이는 벨트 기계 끝 양쪽에 지지 실린더가 설치되는 것을 특징으로 합니다. 확실히, 지지 실린더의 한쪽 끝은 벨트 기계 끝에서 이동하여 고정되고, 다른 쪽 끝은 보행 바퀴 캐리어와 서로 연결되며, 보행 바퀴 캐리어 이동 장치는 가이드 레일에 설치되어 안착되며, 가이드 레일은 착지는 베이스 플레이트에 설치되어 스스로 이동하며 벨트 기계 끝단 착지 가이드 레일 사이를 통과하는 오일 실린더로 설치됩니다.
오일 실린더 한쪽 끝을 움직이는 벨트 기계 끝에서 고정하여 힌지로 통과시키고, 다른 쪽 끝은 힌지로 연결되어 가이드 레일에 안착된 베어링에 고정 설치됩니다.
지지 실린더 실린더 본체의 외부 슬립은 도삭이 있고 커버 외부 도삭을 연결하는 소켓이 있으며 도삭은 힌지로 피스톤 로드와 지지 실린더의 워킹 휠 캐리어와 힌지, 힌지로 연결 커버와 지지 실린더 실린더로 서로 연결됩니다. 이동 벨트 기계가 있는 본체는 확실히 끝이 나고 서로 연결됩니다.
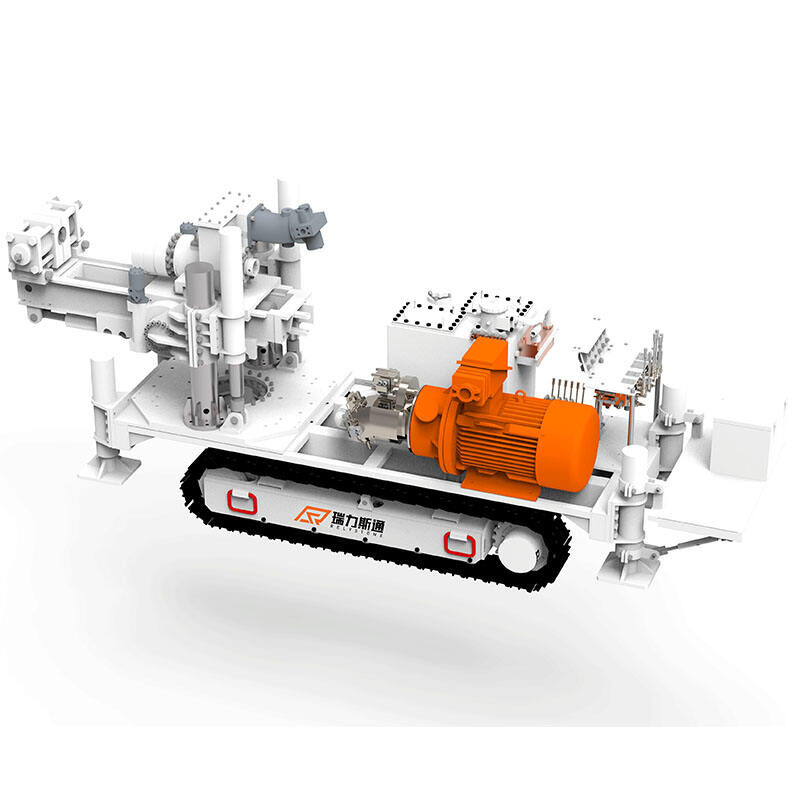
도 1, 2에 도시된 바와 같이, 이동 벨트 기계 끝단(6)으로부터 베이스 플레이트(7)에 설치되고, 베이스 플레이트(6)에는 벨트 기계 이동 끝단 양측에 랜드 가이드 레일(2)이 장착되고, 각 측면의 착지가 가이드레일에 1개가 장착되어 가이드레일 위를 이동하는 보행바퀴캐리어(5)를 안착시킬 수 있으며, 각 보행륜캐리어와 지지실린더(3)의 일단은 힌지로 연결되고, 지지실린더의 타단은 벨트기계에서 이동하지 못하도록 고정된다. 끝; 가이드 레일에 안착된 두 개의 로드휠 사이에 베어링 4으로 고정하고, 오일 실린더 3의 한쪽 끝을 통과시키고, 가이드 레일에 안착된 베어링 XNUMX에 힌지 결합되어 고정 설치되고, 다른 쪽 끝은 벨트의 이동 없이 고정 설치됩니다. 기계 끝 경첩.
지지 실린더 실린더 몸체의 외부 슬립은 도삭(11)으로 되어 있고, 도삭 외부 커버(9)를 연결하기 위한 소켓이 있고, 도삭은 힌지(12)에 의해 피스톤 로드와 지지 실린더의 보행 휠 캐리어와 서로 연결되고, 힌지(8)에 의해 연결 커버가 연결됩니다. 벨트 기계 단부를 확실히 이동시켜 실린더 실린더 본체(10)를 지지하고 서로 연결시킨다.
사용 시 벨트 기계 끝을 움직이는 4개의 지지 실린더 오일 공급 장치가 확실히 상승한 후 벨트 기계 끝을 확실하게 이동하여 들어 올리며 보행 바퀴 캐리어에 의해 전체 기계 중량이 가이드 레일에 착지하여 착지하게 됩니다. 가이드 레일과 특정 특정 압력 및 베이스 플레이트의 마찰이 발생합니다. 이 순간, 오일 실린더 오일 공급을 통과하고 피스톤 로드는 스트로크 또는 적절한 위치를 이동한 후 힌지에 의해 랜딩 가이드 레일 롤링 범위를 따라 움직이는 벨트 기계 끝에서 촉진됩니다. , 지지 실린더 피스톤 로드의 철수는 움직이는 벨트 기계 끝에서 만들어 베이스 플레이트에 떨어지며 동시에 워킹 휠 캐리어에 의해 가이드 레일을 착지하고 베이스 플레이트에서 들어 올려 생활, 구동 및 토지의 오일 실린더 바 플러그 철수를 통과합니다. 가이드 레일을 잡고 한 스트로크 또는 적절한 위치로 전진하고 가이드 레일에 착지하는 베어링에 고정하여 도달하면 끝납니다. 폴백 절차와 도달 프로세스는 기본적으로 동일합니다.
지지 실린더의 피스톤 로드는 늘어나는 경우 이동하는 벨트 기계 끝의 무게로 인해 매우 크기 때문에 석탄 채굴 활동 면은 동시에 매우 평평할 수 없으며 피스톤 로드는 수직 및 수평의 효과를 받게 됩니다. 이와 같은 합성력과 실린더 본체 외부에 내장된 도삭은 수평력의 대부분을 견딜 수 있으므로 수평력의 영향으로 피스톤 로드의 뒤틀림을 줄이고 수명을 연장시킬 수 있습니다.

 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL RU
RU ES
ES TL
TL ID
ID SR
SR SK
SK UK
UK VI
VI HU
HU TH
TH TR
TR MS
MS GA
GA EO
EO LA
LA MN
MN TG
TG UZ
UZ



 핫 뉴스
핫 뉴스